Подготовительные работы
В процессе подготовки нам предстоит выполнить следующие работы:
- Изготовление, или приобретение абразивов.
- Кругление заготовки.
- Изготовление вращающегося столика.
- Обдирка (придание наобходимой вогнутости) лицевой поверхности зеркала.
- Изготовление шлифовальника.

Абразивы
Итак мы нашли подходящий кусок зеркального или ветринного стекла, для зеркала диаметром 115 мм его толщина должна быть не менее 10 мм.
Теперь самое время позаботиться об абразивах. Для моего зеркала все абразивы я изготовил самостоятельно, однако, если изготовление грубых
и средних порошков не очень трудоемко, то изготовление так называемых "минутников" - дело довольно хлопотное. Поэтому я настоятельно рекомендую
при первой возможности приобрести готовые микропорошки. Впрочем, если это не удастся, либо любитель по каким-то причинам захочет изготовить их сам,
после кругления заготовки и обдирки получится достаточно "сырья" для изготовления микропорошков. В этом случае отсылаю его к списку литературы,
где этот вопрос рассмотрен достаточно подробно, особенно в книге М.С.Навашина.
Для того, чтобы читателю легче было ориентироваться, приведу таблицу, заимствованную в общем виде у Д.Д.Максутова ("Изготовление и исследование астрономической оптики",
Л.- М., 1948 г.), но переработанную в соответствии с ГОСТ:
Классификация абразивных порошков
| Сеяные абразивы, № по ГОСТ
|
40
|
25
|
20
|
16
|
12
|
10
|
8
|
6
|
5
|
4
|
3
|
|
|
|
|
|
| Отмученные абразивы ("минутники")
|
|
|
|
|
|
|
|
|
|
|
М40
|
М28
|
М20
|
М14
|
М10
|
М7
|
| Средний размер зерен, мкм
|
400 - 315
|
315 - 250
|
250 - 200
|
200 - 160
|
160 - 125
|
125 - 100
|
100 - 80
|
80 - 63
|
63 - 50
|
50 - 40
|
40 - 28
|
28 - 20
|
20 - 14
|
14 - 10
|
10 - 7
|
7 - 5
|
Нет необходимости использовать все перечисленные в таблице номера. Основным условием при шлифовке является уменьшение каждого последующего
номера абразива примерно в два раза по сравнению с предыдущим.
При этом шлифовка идет достаточно быстро. При невыполнении этого условия, т.е. при большем различии в размерах зерен, тоже можно хорошо отшлифовать
поверхность, но на это уйдет неоправданно больше времени (иногда в десятки раз!). Мне удалось изготовить номера: 40, 20, 12, 6, М40, М20, М10 и М7. Забегая
немного вперед скажу, что мой М40 оказался на самом деле М20, а М10 и М7 имели практичнски одинаковый средний размер фракции - 7 мкм. Поэтому у меня
получился слишком большой "разрыв" между № 6 и М20, и тонкая шлифовка заняла слишком много времени. Но у меня тогда не было другого выхода.
Злополучный М40 мне не удавалось извлечь ни из какого материала, что я только ни делал. Со временем мне удалось достать заводские порошки,
но шлифовка уже была закончена...
Для изготовления сеяных абразивов хорошо подходят металлические сита
для муки, продающиеся на рынках. Размер ячейки легко измерить линейкой,
с применением лупы. Я так и сделал: пошел на рынок с линейкой и лупой и купил нужные сита, те номера, которых не было, я заказал, и их мне вскоре принесли.
Таким образом мне удалось изготовить номера: 70 (его нет в таблице, размер 700 - 400 мкм), 40, 20, 12, и 6. Микропорошки М40, М20, М10 я изготовил отмучиванием из отходов
после кругления и грубой шлифовки.
Кругление заготовки
Для изготовления 115 мм диска из 10 мм витринного стекла я применил следующую технологию. Сначала, в стекольной мастерской, где я нашел этот
пылящийся в углу старый кусок стекла, я попросил нарезать мне несколько восьмиугольных заготовок нужного размера. Затем выточил два стальных диска
по диаметру будущего зеркала. Толщина дисков также составила 10 мм. Их я использовал в качестве шаблонов, а, впоследствии, один - для шлифовальника,
другой для полировальника.
 На восьмиугольную заготовку
расплавленной смолой
наклеивались с двух сторон защитные 3-мм стекла, затем стальные шаблоны. Вся склейка обтачивалась в тазу, под слоем воды сначала на грубом абразивном камне,
а затем на более мелком. Работа велась со значительным нажимом, но плавными движениями и без ударов.
На восьмиугольную заготовку
расплавленной смолой
наклеивались с двух сторон защитные 3-мм стекла, затем стальные шаблоны. Вся склейка обтачивалась в тазу, под слоем воды сначала на грубом абразивном камне,
а затем на более мелком. Работа велась со значительным нажимом, но плавными движениями и без ударов.
После того, как все выступающие углы были сточены,
и весь "сэндвич" приобрел круглую форму, склейка была помещена на электроплитку, на лист металла (лучше асбеста), и очень осторожно нагрета до
расплавления смолы.
 После этого шаблоны,
защитные стекла и заготовка были разъединены. Полученный круглый диск был отмыт сначала бензином, затем хозяйственным мылом. Форма его получилась
правильной с погрешностью не более 0,5 мм. Таким образом я изготовил три 115 заготовки, одна из них (первая) лопнула при нагревании - слишком сильный нагрев!
После этого шаблоны,
защитные стекла и заготовка были разъединены. Полученный круглый диск был отмыт сначала бензином, затем хозяйственным мылом. Форма его получилась
правильной с погрешностью не более 0,5 мм. Таким образом я изготовил три 115 заготовки, одна из них (первая) лопнула при нагревании - слишком сильный нагрев!
Последняя получилась почти идеальной формы, на ее кругление я затратил не более четырех часов.
После получения стеклянного диска необходимо выполнить
еще две подготовительные операции: сделать фаски по краям заготовки и обработать заднюю поверхность будущего зеркала.
Фаску лучше всего сделать при помощи мелкого точильного бруска "оселка", обильно смачивая его водой.
 Ширина фаски 1 ... 1.5 мм, выполняется она на обоих сторонах зеркала - на лицевой и на обратной. Чтобы контролировать "геометрию" лицевой поверхности
зеркала (получение правильного круга), по ходу нанесения фаски, я пользовался шаблоном диаметром 113 мм, вырезанным из плотной бумаги.
Ширина фаски 1 ... 1.5 мм, выполняется она на обоих сторонах зеркала - на лицевой и на обратной. Чтобы контролировать "геометрию" лицевой поверхности
зеркала (получение правильного круга), по ходу нанесения фаски, я пользовался шаблоном диаметром 113 мм, вырезанным из плотной бумаги.
Шлифовка задней поверхности призвана убрать небольшие выколки, царапины, сделать наше изделие более привлекательным, к тому же это несколько снимает
внутренние напряжения в стекле. Я шлифовку провел на куске толстого стекла сначала порошком среднего размера, при этом исчезли все небольшие выколки и
царапины, затем довел поверхность до М40. Некоторые любители доводят ее до полировки.
Теперь мы подходим к более интересному этапу: получению необходимой вогнутости лицевой поверхности нашего зеркала. Эта работа производится грубым шлифзерном
предпочтительно кольцевым шлифовальником. Но сначала для удобства работы изготовим простейший поворотный столик, ведь заготовку нам
придется вращать, обрабатывая ее по разным радиусам.
Простейший столик состоит из двух толстых досок квадратной формы, скрепленных между собой осью, в простейшем случае гвоздем. На верхней дощечке
между трех пробок устанавливается зеркало или шлифовальник так, чтобы их поверхность выступала над пробками. Я несколько усложнил конструкцию,
применив своеобразный шарнир - два точеных стальных диска, соединенных между собой стальным же "пальцем". Трущиеся части смазаны солидолом,
деревянные детали хорошо проолифлены, т.к. в процессе работы будут подвергаться воздействию воды. Основание "станочка" и поворотная доска прикручены
к дискам шурупами. На верхней фотографии этот станочек находится в правой части рабочего стола.
Обдирка
Обдирка (получение первоначального грубого углубления) производится кольцевым шлифовальником (обрезок чугунной или стальной толстостенной трубы)
размером 0,3 ... 0,5 от диаметра зеркала,
с применением самого крупного шлифзерна, в нашем случае № 40 и воды (вся механическая обработка стекла ведется с применением воды).
Я воспользовался вместо металлического кольца абразивным кругом диаметром около 50 мм, и необходимое углубление, около 0,4 мм получил менее,
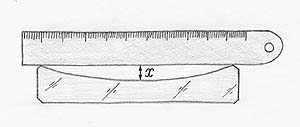
чем за час. Здесь нам придется отвлечься, чтобы объяснить, как определить необходимую глубину "ямы", которую нам придется вышлифовать. Эта
величина называется стрелкой кривизны , и высчитывается исходя из диаметра зеркала D и фокусного расстояния F (и, соответственно,
радиуса кривизны R), которое мы желаем получить. Углубление, или стрелка кривизны рассчитывается по формуле
x = y² / 2R ,
где "y" - полудиаметр зеркала,
 а в процессе работы
измеряется так. Нарезается некоторое количество узких ( 5 мм) полосок тонкой плотной бумаги, складывается стопкой и штангенциркулем измеряется толщина
стопки.
Толщина одной полоски бумаги вычисляется делением толщины стопки на количество полосок. Затем они укладываются стопочкой в центре углубления и
прижимаются линейкой так, чтобы линейка не качалась, лишние полоски при этом удаляются из-под линейки. Затем считается количество полосок и
вычисляется величина стрелки кривизны. Через стрелку кривизны определяется радиус кривизны зеркала, и, следовательно, фокусное расстояние.
Углубление лучше не доводить примерно на 0,1 мм до расчетного, т.к. в процессе шлифовки оно может еще усилиться.
а в процессе работы
измеряется так. Нарезается некоторое количество узких ( 5 мм) полосок тонкой плотной бумаги, складывается стопкой и штангенциркулем измеряется толщина
стопки.
Толщина одной полоски бумаги вычисляется делением толщины стопки на количество полосок. Затем они укладываются стопочкой в центре углубления и
прижимаются линейкой так, чтобы линейка не качалась, лишние полоски при этом удаляются из-под линейки. Затем считается количество полосок и
вычисляется величина стрелки кривизны. Через стрелку кривизны определяется радиус кривизны зеркала, и, следовательно, фокусное расстояние.
Углубление лучше не доводить примерно на 0,1 мм до расчетного, т.к. в процессе шлифовки оно может еще усилиться.
Обработка велась так: заготовка крепилась на поворотном столике между трех пробок, прикрученных шурупами. На лицевую поверхность ложечкой
насыпался абразив № 40, обильно смачивался водой, и мокрым абразивным кругом (или кольцом) с хорошим нажимом совершались "штрихи" вдоль диаметра
заготовки. Свободной рукой столик поворачивался, в среднем, после 3 ... 4 "штрихов" на угол 15 ... 30 градусов относительно оси. После срабатывания абразива,
что заметно по звуку, переходящему с "хруста" на "шипение", добавлялась новая порция порошка с водой.
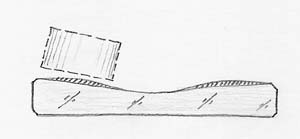 Первоначальное углубление около 0,4 мм я получил примерно за час работы, затем обрабатывал заготовку еще примерно 40 минут по хорде для получения
более плавной поверхности, потому, что углубление быстрее всего получается в центре, а края отстают. Для ликвидации этого отклонения от грубой еще, но сферы
и необходима обработка "по хорде", которую лучше вести кольцом слегка уменьшенного диаметра (около 0,3 D). В обоих случаях штрихи следует вести так, чтобы
край шлифовальника не выходил за край заготовки, в противном случае возможно возникновение "завала края". С этим вредным явлением мы еще будем
встречаться.
Первоначальное углубление около 0,4 мм я получил примерно за час работы, затем обрабатывал заготовку еще примерно 40 минут по хорде для получения
более плавной поверхности, потому, что углубление быстрее всего получается в центре, а края отстают. Для ликвидации этого отклонения от грубой еще, но сферы
и необходима обработка "по хорде", которую лучше вести кольцом слегка уменьшенного диаметра (около 0,3 D). В обоих случаях штрихи следует вести так, чтобы
край шлифовальника не выходил за край заготовки, в противном случае возможно возникновение "завала края". С этим вредным явлением мы еще будем
встречаться.
Изготовление шлифовальника полного профиля
Изготовление металло-пластмассового шлифовальника из эпоксидной смолы очень хорошо описано в книге Л.Л.Сикорука "Телескопы для любителей астрономии",
в обоих изданиях. Именно этой проверенной технологией я и воспользовался. Для изготовления шлифовальника, котрым велась вся последующая обработка
зеркала вплоть до полировки, я использовал один из двух дисков, которые служили шаблонами при круглении.
Отчистим наш металлический диск от смолы и обезжирим бензином или растворителем. Затем заготовку уложим на ровную
горизонтальную поверхность вогнутостью вверх. Вырежем кружок из полиэтилена и уложим на поверхность зеркала, смазанное каким-либо маслом, можно
растительным. По периметру зеркала сделаем бумажный бортик так, чтобы он выступал над поверхностью зеркала на 3 ... 5 мм.
Щель между полиэтиленовым кружком
и бортиком замажем пластилином. После этого еще раз смажем все сверху маслом, чтобы не пристала смола, и зальем эпоксидкой, смешанной с отвердителем,
до самого края. Осторожно уложим сверху наш металлический диск, предварительно хорошо поцарапав его с нижней стороны, и оставим все это на сутки.
После отвердевания смолы аккуратно разъединим нашу конструкцию и увидим металлический диск, покрытый слоем твердой смолы, грубо повторяющей
форму вогнутой поверхности нашего зеркала. Большое число неровностей не должно нас смущать, большинство из них сошлифуются в процессе работы.
Здесь я хотел бы обратить внимание на один нюанс. Если смола старая, либо в нее мало добавлено отвердителя, шлифовальник получится
слишком мягким.
В нем могут застревать зерна шлифпорошков и наносить глубокие царапины на поверхность зеркала! Так что следует позаботится о должном качестве
эпоксидной смолы.
 После затвердевания шлифовальника
на его рабочей поверхности необходимо прорезать ножовкой по металлу сеть взаимно-перпендикулярных канавок
через 25 ... 40 мм, в зависимости от диаметра. Канавки призваны улучшить циркуляцию абразивной суспензии и предохранить от крупных зерен абразива,
которые будут проваливаться в них. Нужно только обязательно позаботиться о том, чтобы канавки были выполнены ассиметрично относительно центра
шлифовальника, т.е. чтобы с центром диска не совпадал ни центр "квадратика", ни пересечение канавок. Иначе могут возникнуть зональнае ошибки, так
как одни и те же "квадратики" будут чаще шлифовать одни и те же области на поверхности зеркала.
После затвердевания шлифовальника
на его рабочей поверхности необходимо прорезать ножовкой по металлу сеть взаимно-перпендикулярных канавок
через 25 ... 40 мм, в зависимости от диаметра. Канавки призваны улучшить циркуляцию абразивной суспензии и предохранить от крупных зерен абразива,
которые будут проваливаться в них. Нужно только обязательно позаботиться о том, чтобы канавки были выполнены ассиметрично относительно центра
шлифовальника, т.е. чтобы с центром диска не совпадал ни центр "квадратика", ни пересечение канавок. Иначе могут возникнуть зональнае ошибки, так
как одни и те же "квадратики" будут чаще шлифовать одни и те же области на поверхности зеркала.
